
專業壓鑄行業24年
值得客戶信賴的壓鑄供應商
全國咨詢熱線:
18028784288
18028784288
專業壓鑄行業24年
值得客戶信賴的壓鑄供應商
由鋅合金壓鑄加工的壓鑄件,今天幾乎在所有生活領域不斷擴大。每天所用以壓鑄工藝加工的鋅合金壓鑄件各種各樣,從小的鋅家具五金件,包括現代煎炸平底鍋,鍋以及通訊設備的外殼,到加工汽車工業結構件,對澆注技術都提出了挑戰。
鋅合金壓鑄件重量從幾克到50Kg以上十分不同,對壓鑄模具以及所用的熱工鋼所提要求也各種各樣。最近幾年,質量要求大大提高,用于現代移動手機的最精細的鑄件,對于金(銀)編織結構,要求很高的表面質量。大量的結構工件,如:汽車門,要求具有光亮的上漆面,這樣,對鋅合金壓鑄件的表面粗糙度以及熱工鋼的熱穩定性,提出很高的要求。
這樣的鋅合金壓鑄件低成本生產,今天要求比以往更高功率的壓鑄模具,只有這樣方能在相同短作業時內,生產大量鋅合金壓鑄件。
目前有三種國際標準的熱工鋼用作壓鑄模具材料,這三種材料具有能夠生產經濟性好高質量標準鋅合金壓鑄件資格,隨著鋅合金壓鑄件復雜性增加,以及鋅合金壓鑄件尺寸加大,已有標準熱工鋼,對于經濟加工不能滿足。
在對鋅合金壓鑄件質量以及所用熱工鋼特性不斷提高要求的背景下,三種具有最優性能的新型熱工鋼,敘述以下:
一、壓鑄模具熱工鋼
表1所列除了三種材料號為1.2343,1.2344、1.2367常用熱工鋼的化學成分,還列了特種材料為TQ、HP及HTR熱工鋼的化學成分。在所有情況下,涉及的是主要合金元素為鉻、鉬及釩的馬氏體熱工鋼;主要合金元素是以電解再熔工藝(ESU)生產的。
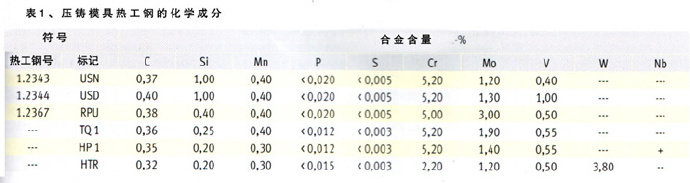
表1,壓鑄模具熱工鋼的化學成分

熱工鋼1.2343、1.2344及1.2367國際等級標準為DINENISO4957。1.2343鋼的熱強度和熱韌性恰當配合,在歐洲是最常用于壓鑄模具的熱工鋼。1.2344鋼以其較高的釩含量,要比1.2343有較高的熱強度以及回火穩定性,然而,韌性較小。傳統上,這種鋼尤其在美國用的多。由于其3.00%高的鉬含量,1.267鋼較其他兩種鋼有明顯好的熱強度及回火穩定性,這樣的優點是由于韌性明顯喪失造成的。
新型特種熱工鋼TQ1和HP1是建立在最高純正度準則上,這不僅表明磷和硫含量下降,還表明有害伴生元素含量迅速有效的下降,這樣的有害元素主要是在廢鐵循環過程聚集的,對鋼的韌性有負面作用。同樣情況下可以識別的碳和硅的含量下降,在此范圍對韌性施以積極影響。與上述的鉬和釩含量組合,TQ1產生十分高的韌性,熱強度,回火穩定性及熱沖擊穩定性特性組合。
HP1鋼同樣是建立在最高純正度原則上。然而與TQ1相比,是其鉬含量下降,以此,在鋼的生產時候,要考慮合金元素鉬的升。通過鈮合金及推薦的硬度溫度調整,HP1與TQ1達到一樣的熱強度。
第三種特殊鋼——HTR的成份是旨在明顯提高熱強度,回火穩定性以及導熱能力。因此,其鉻的含量明顯降低,減少的碳和鉻的含量有助這種鋼的韌性。
二、所述鋼的特性
特種熱工鋼的優點最好通過特性對比說明。
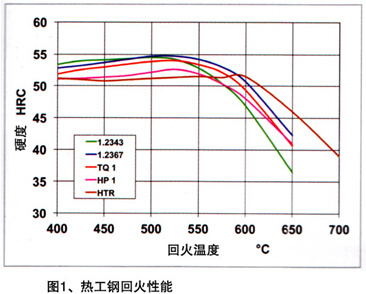
圖表不僅是壓鑄模具熱處理時一個重要的工作方法,而且也對熱工鋼正確選擇有幫助。這樣的圖表明的是由于加熱鋼的硬度變化。圖1,是所介紹鋼的回火曲線,在此曲線圖上,德國使用較少的1.2344鋼未列上去。除了HTR鋼,所列鋼種在500——550度之間回火溫度下表現有顯明的二次硬度最大值。隨著回火溫度繼續增加,硬度下降。由曲線下降坡度可以推斷回火穩定性。回火曲線下降越陡,鋼的回火穩定性越小,在澆注作業中鋼的加熱反應越敏感。與1.2343鋼相比,此曲線證明1.2367鋼有較好的回火穩定性,在550度之上回火溫度技術范圍,TQ1和HP1達到幾乎與1.2367一樣的回火穩定性。特種鋼HTR由于其高的鎢含量表現出較其余鋼明顯高的回火溫度。二次硬度最大值不僅在約70度時移至較高的回火溫度,在此最大值之上溫度時曲線也降得比較小。
采用以上的方法可以獲得均勻、細小的組織,其原理是因為充分利用了快速加熱和循環處理兩方面的作用,快速進行加熱,生成大量奧氏體晶核,出現并得到細小的晶粒;這個過程進行的速度越快,溫差越大,其得到的細化效果越好。
增加這個工序的次數,也會得到良好的效果,反復進行加熱和冷卻,一方面可以促進成核,另一方面使成核晶體進一步細化。每進行一次,奧氏體晶粒就被細化一次,使下一次奧氏體化的形核率增加。
這個工藝在進行循環之前,試樣的硬度和沖擊這兩個數值會是上升的,每次循環處理的結果都有所不同。硬度值和沖擊值在經過3-5次循環熱處理后會得到明顯提高。之后在進行同樣的工序,試樣的硬度值和沖擊值不會出現明顯的變化。6次左右會接近細化的界限。如果此時再進行循環,對于熱處理效率的提高沒有太大的幫助,所以,循環次數以4-5次為最佳。
循環超細化熱處理是提高壓鑄模具精密度的有效方法之一,雖然工序相對較復雜,但是對于結果來說效果很明顯。


